We believe in providing an extensive library of resources for everyone in our industry. PTR is a thought leader in the education space of electron beam welding. In our resource library you can find technical papers, brochures, videos, certifications, FAQ’s and additional company information.

PTR EB WELDING RESOURCES
We are committed to making the benefits of electron beam welding more visible, and accessible.
In a space where a small percentage of welds use EBW and few truly understand it, PTR sees education as a responsibility.
Explore Our Extensive Resource Collection

FREQUENTLY ASKED QUESTIONS
If the “PT” in the acronym of your company name means Precision Technologies, what does the “R” in PTR stand for?
The “R” in our name stands for Remagen. In late 1989, Leybold AG sold off their Electron and Laser Beam Welding related activities including both of their Maintal, Germany and Enfield, CT divisions to Integral Hydraulics. Integral Hydraulics subsequently named these two newly acquired divisions PTR-Precision Technologies after its existing Precision Technologies group in Remagen, Germany.
Later the PTR facility located in Germany was then called PTR-Praezisionstechnik GmbH, and our facility in the United States was renamed PTR-Precision Technologies, Inc.
When EB Welding, how do you determine the beam parameters for work pieces and the relationship between beam parameters such as the radius of the beam on the surface and the depth of penetration?
You may find that the American Welding Society’s (AWS) C7.1 Recommended Practices for Electron Beam Welding is one resource that can be particularly helpful for your benchmark parameters. Typically when developing parameters for a new weld, you will start off by welding a sample test piece composed of similar materials benchmarking your weld with sample settings. You can adjust the weld width at the top to be as narrow as possible by adjusting the beam focus, and your weld at the bottom will always be narrower than at the top. Once your sample has cooled, you will need to cross section the weld joint and examine the weld characteristics from your first attempt adjusting the beam parameters accordingly. Repeat this process until you’ve achieved acceptable results.
However, depending on the potential cost of replacing a ruined part or obtaining exotic materials for sample welds, trial and error development may not be a viable option. In this case, you could contact an experienced EB Welding Job Shop to do the weld development for you ensuring that it is done correctly and at the same time you will gain the knowledge of how to weld this part yourself in the future.
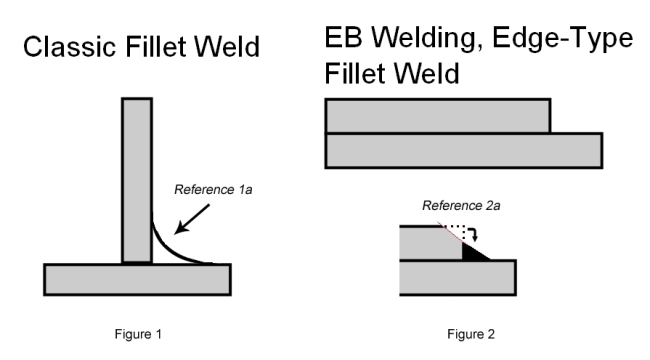
Can you use EB welding to fillet weld between two 1/32″ sheets of titanium?
Yes you can, however this is dependent on the joint configuration you are trying to achieve. For your application a fillet weld in the “classical sense” is difficult because of the thinness of the material. (See Figure 1) If you are good, it might be able to be done this way, but definitely not without adding filler material. If you choose to try this method you will need to place the filler material or wire into this joint. (See Reference 1a)
However an EB-type, fillet edge weld would make the most sense here. (See Figure 2) With this configuration you will be pulling some material from the top corner of your workpiece which will melt down below to make the fillet and join the seam. (See Reference 2a)
Want to do an EB weld with zero spatter. Is it possible? How can you minimize spatter? The material is Inconel 718.
Absolutely. Electron Beam Welding with zero spatter is entirely possible. Especially with this particular Inconel 718 material, you should be able to develop a weld without having any spatter issues.
Weld spatter is typically caused by cleanliness reasons due to contamination of the part- oils, foreign object debris (FOD) left over from prior machining processes, etc. Outgassing can also occur as a result of impurities in the parent material that are ejected (or sometimes trapped) from the weld joint because they have a different melting temperature than the surrounding base metal you are trying to join.
A secondary cause of this issue could be the welding parameters you are using, but we strongly recommend that you rule out all of the above reasons as a preliminary measure.
Is it possible to weld 4 plates, 60mm thickness each, together to form a rectangular box using Electron Beam welding?
Yes, it is possible to electron beam weld 4 plates together to form a rectangular box. EB welded corner joints are typically achieved using one of the three configurations seen below. Electron beam welding is used in this application for reasons such as: low distortion, providing a hermetic seal, low heat input, welding adjacent to electronic components or rubber seals or simply for minimizing raw material requirements.
