This FAQ page is a resource for current, and prospective users of Electron Beam (EB) Welding. Browse answers to common, as well as more technical questions about the EB welding process, its applications and PTR equipment features.
Frequently Asked Questions
ELECTRON BEAM WELDING 101
Contact us to submit your own EB related questions, or more in-depth requests.
Contact UsWhat is an electron beam?
In an electron beam welder, electrons are “boiled off” as electrical current passes through a filament in a vacuum enclosure. An electrostatic field, generated by a negatively charged filament and bias cup and a positively charged anode, accelerates the electrons to about 50% to 80% of the speed of light and shapes them into a beam. Due to the physical nature of the electrons– charged particles with an extremely low mass, their direction of travel can be easily influenced by electromagnetic fields.
Electron beam welders use this characteristic to electromagnetically focus and very precisely deflect the beam at speeds up to 10 kHz. Recent machine developments make it possible even to go up to 200 kHz. With today’s CNC controls, the beam focus and beam deflection are both part of the weld schedule, and can be variably programmed along with other process parameters.
If the “PT” in the acronym of your company name means Precision Technologies, what does the “R” in PTR stand for?
The “R” in our name stands for Remagen. In late 1989, Leybold AG sold off their Electron and Laser Beam Welding related activities including both of their Maintal, Germany and Enfield, CT divisions to Integral Hydraulics. Integral Hydraulics subsequently named these two newly acquired divisions PTR-Precision Technologies after its existing Precision Technologies group in Remagen, Germany.
Later the PTR facility located in Germany was then called PTR-Praezisionstechnik GmbH, and our facility in the United States was renamed PTR-Precision Technologies, Inc.
How does the EB welding process work?
When fast moving electrons hit a metal surface they are decelerated which transofrms the kinteic energy of each individual electron in the beam into thermal energy in the component. This transformation is table in the high 90% range for all metals regardless of whether the electrons hit the surface at a perpendicular or a shallow angle. As a practical matter, this physical behavior makes the process very robust and reliable! When electrons in a focused beam hit a metal surface, the high energy density instantly vaporizes the material, generating a so-called key hole. A characteristic of this phenomenon is that it allows the unique capability for deep, narrow welds with very small heat affected zones (HAZ) and minimized thermal distortions of welded assemblies. Depth-to-width ratios of up to 40:1 have been achieved in production for many years.
Special circumstances may require conduction mode welding (as opposed to key-hole welding) that typically produces wide and shallow welds. Conduction type welds can be used e.g. for cosmetic paths to smoothen the top bead of key hole welds in a subsequent operation. How is this done? By lowering the beam power and either defocusing the beam and/or widening the beam by using a deflection pattern.
How can filler material be added to the EB Welding process if required? Is there any special arrangement for that?
Filler material can be added to the electron beam welding process in a few different ways. The most common way to introduce filler material is to add shim material in the weld joint. As the joint is consumed in that location, there will be additional material flowing into the weld.
A wire feeder can also be used. (See image below.) The wire feeder is a multi-axis, CNC controlled device which properly positions the wire in relation to the beam and workpiece. Depending on the particulars of your EB welder, these units are available as add-ons to existing systems.
When EB Welding, how do you determine the beam parameters for work pieces and the relationship between beam parameters such as the radius of the beam on the surface and the depth of penetration?
You may find that the American Welding Society’s (AWS) C7.1 Recommended Practices for Electron Beam Welding is one resource that can be particularly helpful for your benchmark parameters. Typically when developing parameters for a new weld, you will start off by welding a sample test piece composed of similar materials benchmarking your weld with sample settings. You can adjust the weld width at the top to be as narrow as possible by adjusting the beam focus, and your weld at the bottom will always be narrower than at the top. Once your sample has cooled, you will need to cross section the weld joint and examine the weld characteristics from your first attempt adjusting the beam parameters accordingly. Repeat this process until you’ve achieved acceptable results.
However, depending on the potential cost of replacing a ruined part or obtaining exotic materials for sample welds, trial and error development may not be a viable option. In this case, you could contact an experienced EB Welding Job Shop to do the weld development for you ensuring that it is done correctly and at the same time you will gain the knowledge of how to weld this part yourself in the future.
Can Electron Beam Welding be used to weld A357 or A356 cast Aluminum parts?
Yes, these cast aluminum alloys can be electron beam welded. Care must be taken as to the quality of the cast material (pores, inclusions, etc) as well as any surface contamination of the aluminum from the casting process as these items will influence the quality of the weld. For a good fit-up, the cleaner the faying surfaces the better. Modern EB welding systems have 5-axis contouring ability making it easy to follow complicated weld paths as well as slope the weld power to penetrate through varying thicknesses. EB welding can make for a viable approach to produce larger composite cast parts when the sizes of individual castings are limited.
Want to do an EB weld with zero spatter. Is it possible? How can you minimize spatter? The material is Inconel 718.
Absolutely. Electron Beam Welding with zero spatter is entirely possible. Especially with this particular Inconel 718 material, you should be able to develop a weld without having any spatter issues.
Weld spatter is typically caused by cleanliness reasons due to contamination of the part- oils, foreign object debris (FOD) left over from prior machining processes, etc. Outgassing can also occur as a result of impurities in the parent material that are ejected (or sometimes trapped) from the weld joint because they have a different melting temperature than the surrounding base metal you are trying to join.
A secondary cause of this issue could be the welding parameters you are using, but we strongly recommend that you rule out all of the above reasons as a preliminary measure.
Is a weld penetration depth of 15mm and weld width of 3 mm possible in a 60 KV machine?
Material: SS 304 Grade.
Yes. Achieving this weld profile is well within the range of PTR 60kV EB Welding systems equipped with 10 – 15 kW high voltage power supplies.
We need to join Copper-Molybdenum to Copper bars of the same diameter. We currently braze but have trouble obtaining 100% fill rates. We have looked at EB welders and they look promising. However, we expect that they would be cost prohibitive.
We would like to know your opinion on whether or not we should pursue this process.
Yes, we do think electron beam welding would be worth looking at for your copper-molybdenum application. Copper + copper alloys lend themselves to EB Welding compared to other welding processes in that electron beam key hole welds can maintain a high depth to width ratio because there are little losses due to conduction, which can be a major problem when welding copper.
If you have enough volume of these parts, the purchase of an Electron Beam Welding system would make sense for your company. However, another feasible solution for smaller scale production levels is to sub-contract out the EB Welding to an experienced job shop.
What causes Haynes 199 to crack when being electron beam welded? We have cracks in the center of the weld the whole length.
In these cases we find that it’s best practice to conduct a failure analysis study to be able to better determine exactly what the cause is of your application cracking during the EB welding process. Haynes 188 is a solid-solution strengthened superalloy, but from a materials standpoint is generally electron beam weldable as-is. Your issue is most likely due to either rapid cooling causing high residual stress or contamination of the part (lubricant, milling chips, etc). Typically cracking such as you are experiencing can be remedied by adjusting your welding parameters.
Can we weld MP35N 2″ thick plate to 2″ thick metal plate? What will be the possible micro & properties in the heat affected zone and weld region?
Generally speaking, that material combination you are trying to join should weld just fine. However we cannot determine the metallurgical properties until we have first welded this particular application ourselves, as the 2” material thicknesses you are using may become a point of concern due to the amount of material being melted and/or heated.
Also keep in mind is that 4130 often requires post weld heat treatment (PaWHT) in order to regain acceptable mechanical properties.
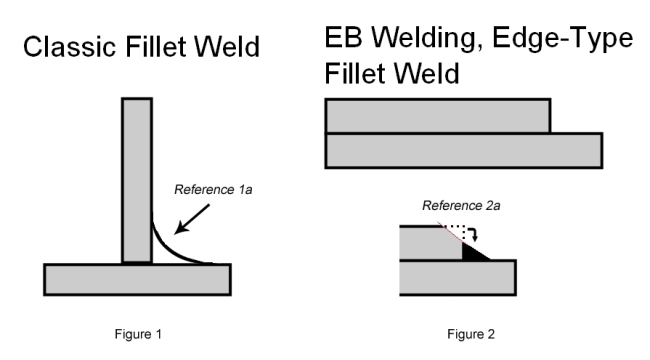
Can you use EB welding to fillet weld between two 1/32″ sheets of titanium?
Yes you can, however this is dependent on the joint configuration you are trying to achieve. For your application a fillet weld in the “classical sense” is difficult because of the thinness of the material. (See Figure 1) If you are good, it might be able to be done this way, but definitely not without adding filler material. If you choose to try this method you will need to place the filler material or wire into this joint. (See Reference 1a)
However an EB-type, fillet edge weld would make the most sense here. (See Figure 2) With this configuration you will be pulling some material from the top corner of your workpiece which will melt down below to make the fillet and join the seam. (See Reference 2a)
Is it possible to weld Copper (Cu) to Aluminum (Al) by electron beam?
Yes. It is feasibly possible to join these two materials together through the electron beam welding process. Some alloy combinations may work better than others HOWEVER the resulting weld is brittle with very little structural integrity. Although you may experience some success in developmental sample welds, reliable reproduction of those results can become an issue so (if at all possible) this material combination is not recommended to be used in any critical applications.
Is it possible to seam weld Beryllium to Brass and get a hermetically sealed joint?
Not likely. Most beryllium coppers (except for free machining grades) will weld fine, but here it’s the brass that is the issue. All brass contains some level of zinc which does not weld well because it will vaporize creating porosity and blowouts during welding. You may be able to get some level of fusion, but the quality would be so poor that it would not be expected to be mechanically or hermetically sound.
Also, please note that the beryllium in BeCu is a toxic material, and one must take great care and precaution when working with it. EB welding systems that have welded this material before can have their chamber/direct contact tooling surfaces contaminated by the beryllium vapor deposition created during the process of welding it.
Is there a procedure to clean Copper after a weld? How can it be de-oxidized?
First and foremost, it depends on what your customer specifications will allow. In the most critical of applications you may not be able to do ANY sort of cleaning or deoxidization. If there are allowances for cleaning or deoxidizing you will find there are many resources on the web that you can find with a simple Google search.
That being said, it is generally safe to wipe down your part with a clean, dry cloth.
We are performing a linear (cone shaped) weld in Copper with an Aluminum shell using a circle beam pattern generator however we are facing some problems. After the weld we need the run-out of Aluminum cone to be near 150 microns but due to heat we are not able to maintain it. Can you kindly suggest what we do? We have already put Copper around the Aluminum shell to act as a heat sink but sometimes it works, and some times it does not.
You can minimize heat input by welding at a faster speed, or even by turning this from a single weld task, into multiple welds- weld, allow to cool, weld some more, allow to cool, etc. Another thing to consider is your part fixturing, tack welding your parts prior to EBW might help to better stabilize the part. Also, as you mentioned you can utilize a heat sink, but you will need to make sure that it is making good contact in order to effectively work.
Can you electron beam butt weld .007″ thick BeCu to .025″ thick BeCu continuous strip for reel to reel applications?
Yes, these materials can be electron beam welded. However a special process EB Welding system with a unique chamber type, as well as the reel to reel fixturing is required in order to produce these parts. You can find more information on that equipment here on our website.
Is it possible to weld 4 plates, 60mm thickness each, together to form a rectangular box using Electron Beam welding?
Yes, it is possible to electron beam weld 4 plates together to form a rectangular box. EB welded corner joints are typically achieved using one of the three configurations seen below. Electron beam welding is used in this application for reasons such as: low distortion, providing a hermetic seal, low heat input, welding adjacent to electronic components or rubber seals or simply for minimizing raw material requirements.
