
TRANSPORTATION INDUSTRY
PTR EB WELDING CASE STUDIES
The electron beam is used to weld a multitude of gear/synchronizer, clutch/shaft and planet carrier components for manual and automatic transmissions to keep everybody out on the road, and moving.
Transmission Component Welding
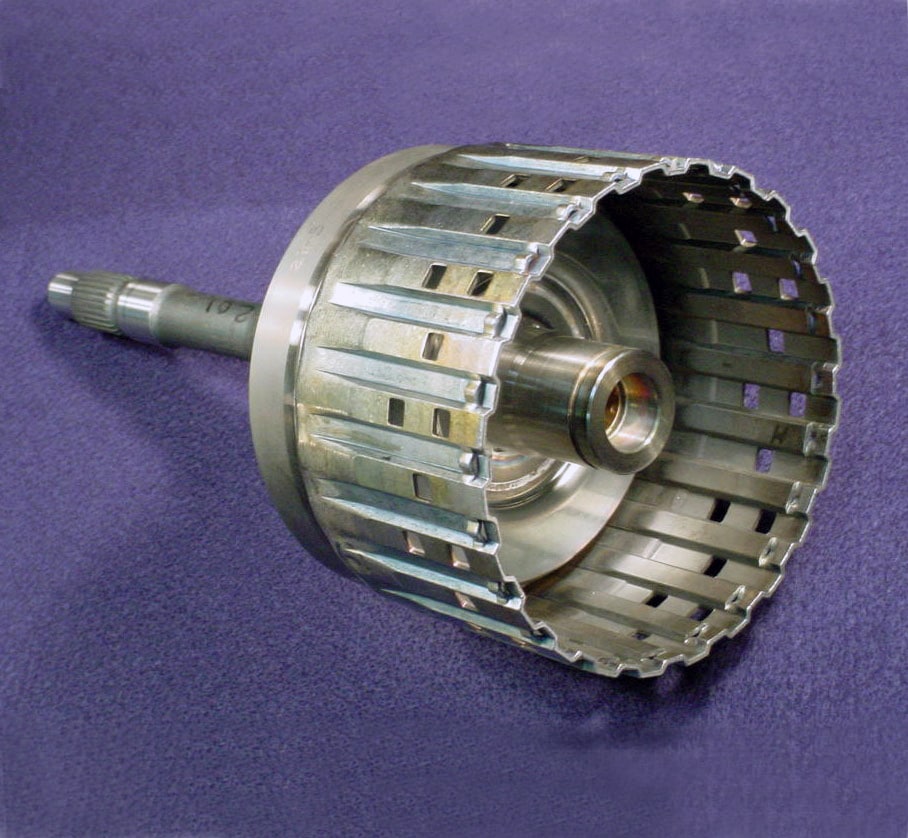
The joining of clutch carriers to shaft assemblies and to ring gears are typical welding applications in modern 6 and 8-speed automatic transmissions. With the electron beam welding process each weld can be “shaped” with a pattern generator. This is done as needed to achieve the right balance between covering typical tolerances in mass production (where wider welds are more desirable) and keeping the thermal distortion of the components at a minimum (narrowest weld possible).
Description:
Clutch carrier/shaft
assemblies
Material(s):
Micro Alloyed Steel to
Plain Carbon Steel
Joint Geometry:
axial and radial,
circumferential weld
Weld Depth:
0.120 in. (3mm) and more

Turbocharger Impeller Welding
Most high efficiency gas and diesel engines are turbocharged. The lightweight welded shaft and impeller assemblies rotate at extremely high speeds. In order to prevent fatigue and failure in the weld and heat affected zone (HAZ) these bi-metal welds must be defect free. These impeller assemblies are mass produced with short cycle, high-production electron beam welders.
Description:
Shaft – approx. 5 to 10 in.
Impeller Diameter 2 to 5 in.
Material(s):
Shaft – Carbon Steel
Impeller – Inconel
Joint Geometry:
radial circumferential weld
Weld Depth:
0.080 in. (2mm) for small assemblies

Planet Carrier Welding
Lightweight, fuel efficient vehicles require small planet carrier designs made with high strength materials. In high torque applications, particularly in diesel engines, increased stress occurs in the beginning and the end of each segmented weld within the planet carrier. Electron beam welding minimizes stress risers at these points by producing welds with no underfill, no undercuts and no cracks.
Description:
Planet Carrier Assemblies
for Cars and Medium to
Heavy Duty Trucks
Material(s):
Carbon Steel
Microalloyed Steel
Joint Geometry:
axial and radial
segmented welds
Weld Depth:
0.120 in. (3mm) for light
duty to 1 in. (25 mm) for
heavy duty
{kind=link}